




ລະບົບການຄຸ້ມຄອງການຜະລິດ PMS ການຄຸ້ມຄອງການເກັບຮັກສາມ້ວນເຈ້ຍ
ການຄວບຄຸມການຊິ້ງຂໍ້ມູນ
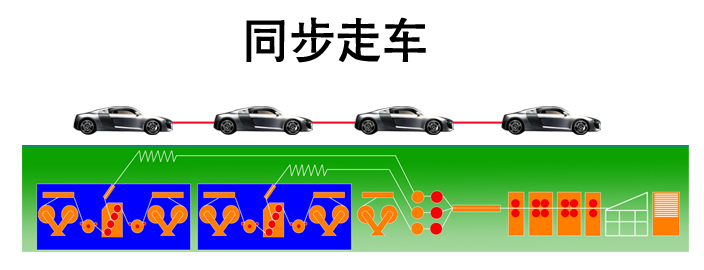
synchronization ຫມາຍຄວາມວ່າຄວບຄຸມຄວາມໄວຫນ້າດຽວ, ມັນສາມາດຮັກສາຄວາມໄວດຽວກັນກັບສາຍແອວ canvas ຕົ້ນຕໍ.ບົດບາດຂອງມັນແມ່ນເພື່ອຫຼີກເວັ້ນການສະສົມຂອງເຈ້ຍຫຼາຍເກີນໄປຫຼືດຶງອອກຈາກເຈ້ຍຂົວ.ເນື່ອງຈາກວ່າຄວາມໄວການປ່ຽນແປງໄວ, ງ່າຍທີ່ຈະສັ່ນເຄື່ອງ, ປ່ຽງ corrugated ບໍ່ດີ, ການຜູກມັດທີ່ບໍ່ດີແລະບັນຫາອື່ນໆ;ການຄຸ້ມຄອງສຸຂະພາບຈະອີງໃສ່ລັກສະນະຂອງ motors ບຸກຄົນໃນຄວາມໄວທີ່ແຕກຕ່າງກັນເພື່ອໃຫ້ເສັ້ນໂຄ້ງຄວບຄຸມຄວາມໄວທີ່ແຕກຕ່າງກັນ, ພະຍາຍາມຊ້າລົງຂອງການປ່ຽນແປງຄວາມໄວ, ແລະໄດ້ຮັບ flute corrugated ຫມັ້ນຄົງແລະກາວ (ວາງ) ເອກະພາບ.
ການຄວບຄຸມການສະສົມເຈ້ຍ Overhead Bridge
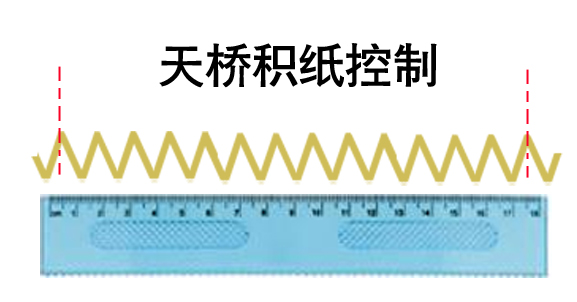
ການຄວບຄຸມຂົວຂ້າມຫົວ, ບໍ່ພຽງແຕ່ເພື່ອຫຼີກເວັ້ນການຕັດເຈ້ຍແລະບັນຫາການສະສົມຂອງເຈ້ຍ, ແລະຜົນກະທົບຕໍ່ຄວາມຖືກຕ້ອງຂອງການປ່ຽນແປງຂອງກະດາດປຽກທັງຫມົດແລະແຜ່ນ tear ຄູ່ມືການຊົດເຊີຍອັດຕະໂນມັດ. ເຫດຜົນແມ່ນງ່າຍດາຍ, ສາຍການຜະລິດທັງຫມົດ, ນອກເຫນືອໄປຈາກຂົວ wavy ເຈ້ຍ. ດິນຕອນບໍ່ແມ່ນເລື່ອງງ່າຍທີ່ຈະຄາດຄະເນ, ແຕ່ໄລຍະຫ່າງແມ່ນເກືອບຂໍ້ມູນຄົງທີ່ຈາກ roller ໂຮງສີກັບສາຍແອວປີນພູ, ເຊັ່ນດຽວກັນກັບຈາກຄູ່ມືການດູດຂອງຂົວກັບເຄື່ອງຕັດ NC.ແທ້ຈິງແລ້ວ, ມັນແມ່ນວິທີການຄິດໄລ່ປະລິມານຕົວຈິງຂອງຂົວເຈ້ຍ, ເຊັ່ນດຽວກັນກັບຈໍານວນການຊົດເຊີຍການຊອກຄົ້ນຫາອັດຕະໂນມັດສໍາລັບການເຮັດເຈ້ຍບໍ່ດີ torn ໂດຍພະນັກງານກ່ຽວກັບຂົວ.
ສໍາລັບການຊອກຄົ້ນຫາຂົວແລະການຄວບຄຸມ, ການຕິດຕາມແລະການໄຫຼຂອງເຕັກໂນໂລຊີການຄວບຄຸມ;ມືຫນຶ່ງ, ຕິດຕາມການສະສົມຂອງກະດາດຕົວຈິງ, ໃນທາງກົງກັນຂ້າມ, ນໍາໃຊ້ປະລິມານອາຫານສາຍແອວປີນພູແລະຂົວ suction ຄູ່ມືປະລິມານຜົນຜະລິດເຈ້ຍ, ເພື່ອວັດແທກໂດຍການຄວບຄຸມການໄຫຼ.ຄວາມແຕກຕ່າງລະຫວ່າງສອງປະລິມານ (ປະລິມານນໍ້າຕາຂົວ) ການຄວບຄຸມການ synchronization ອັດຕະໂນມັດ, ເພື່ອບັນລຸການຊົດເຊີຍແລະການສະສົມຂົວຄົງທີ່.
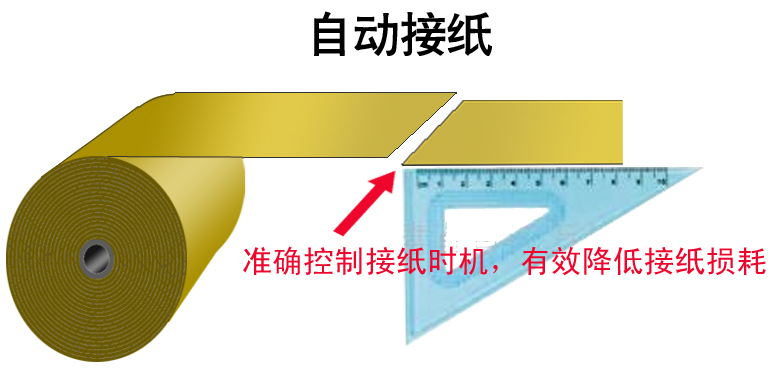
ການຄວບຄຸມ Splicer ອັດຕະໂນມັດ
ເຄື່ອງ splicing ອັດຕະໂນມັດບໍ່ພຽງແຕ່ເຊື່ອມຕໍ່ກັບການຄວບຄຸມໃນເວລາທີ່ເຫມາະສົມ, ມັນຍັງປະກອບມີການສະສົມຂົວ, synchronous, ຊ້າລົງ, ກ່ອນທີ່ຈະ splicing ເຈ້ຍ, ແລະການຄວບຄຸມກະດາດຈາກອາຫານຫົວເຈ້ຍເຂົ້າໄປໃນມ້ວນ corrugating ຈົນກ່ວາການຟື້ນຕົວແລະອື່ນໆ, ຊຸດການຄວບຄຸມ.
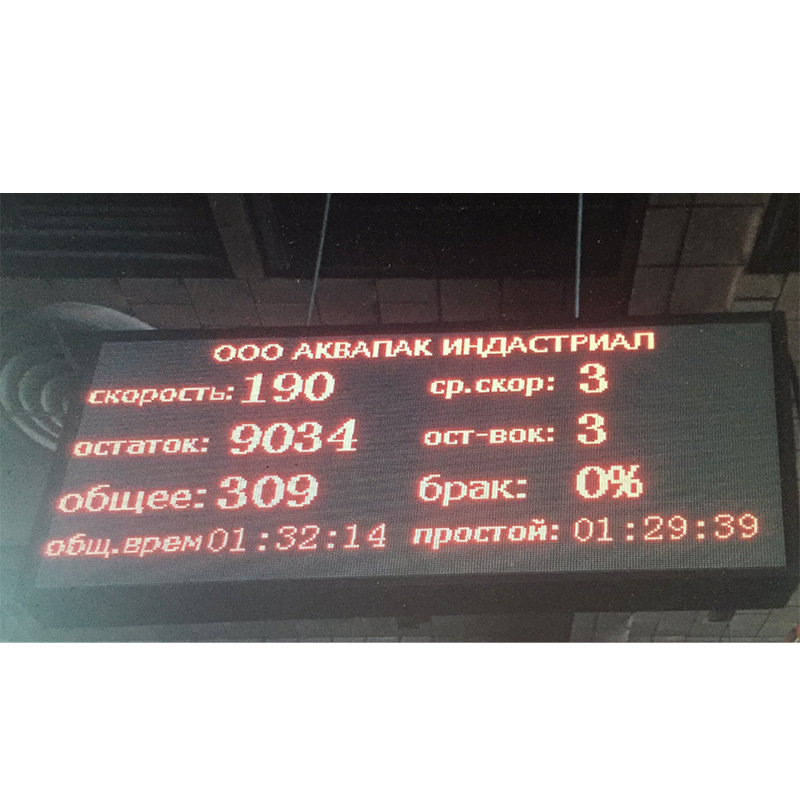
ຈໍ LCD ສອງຂ້າງ
ການສະແດງຜົນທີ່ແທ້ຈິງຂອງການຜະລິດໃນປະຈຸບັນຫຼາຍແມັດ, ຈໍານວນທີ່ຍັງເຫຼືອຂອງແມັດ;
ການສະແດງເວລາທີ່ແທ້ຈິງຂອງຈໍານວນຍານພາຫະນະໃນປະຈຸບັນ, ຈໍານວນຍານພາຫະນະສະເລ່ຍ;
ການຕັ້ງຄ່າ

ຕູ້ຄວບຄຸມໃບຫນ້າດຽວ
ຕູ້ຄວບຄຸມໃບຫນ້າສອງເທົ່າ
ຕູ້ຄວບຄຸມປາຍແຫ້ງ
ຈໍສະແດງຜົນ LCD ສອງດ້ານ
