



palletizer ເຄິ່ງອັດຕະໂນມັດ
ຕົວກໍານົດການດ້ານວິຊາການ
| No | ຊື່ | ລາຍລະອຽດ |
| 1 | ເວທີຍົກ | ເວທີຍົກມີດຕັດຄົງທີ່ຂອງໄຮໂດຼລິກ, ຄວາມໄວທີ່ເພີ່ມຂຶ້ນແມ່ນ 3-5m / ນາທີ, ແລະຄວາມໄວຫຼຸດລົງແມ່ນສາມາດປັບໄດ້. |
| 2 | ເວທີ | Telescopic Stainless Steel Panel |
| 3 | ຕາຕະລາງສໍາເລັດຮູບດ້ວຍມື | ໃນຮູບແບບຂອງຕາຕະລາງລໍ້ Universal |
| 4 | ລະບົບການຂົນສົ່ງ Pallet | pallet forklift ການເດີນທາງແລະການຍົກ adopts ກົນໄກລະບົບຕ່ອງໂສ້, ການເດີນທາງ pallet ແມ່ນ conveyor ໂດຍ modular ສາຍແອວ conveyor |
| 5 | ສາຍແອວແບບໂມດູນ | ວັດສະດຸ PP ການປຸງແຕ່ງໂດຍລວມ |
| 6 | ສາຍແອວລໍາລຽງ | ນໍາເຂົ້າວັດສະດຸ POM ໂມດູນ mesh ສາຍແອວ, ຄວາມຫນາຂອງສາຍແອວຕາຫນ່າງ: 12mm |
| 7 | ວັດສະດຸອຸປະກອນ | ການປະມວນຜົນ laser ແຜ່ນເຫຼັກ 10t |
| 8 | ຕາຫນ່າງຄວາມໄວສາຍແອວ | ສູງສຸດ 30 ແມັດ/ນາທີ (ລະບຽບຄວາມໄວການແປງຄວາມຖີ່) |
| 9 | ມ້ວນໄຟຟ້າ | 63.5 * 3 roller ສົດໃສ, ດ້ານ galvanized, ຮູບແບບການສົ່ງແມ່ນລະບົບຕ່ອງໂສ້ການຂັບເຄື່ອນ polyurethane friction wheel transmission |
| 10 | ພະລັງງານມໍເຕີ | ມໍເຕີລໍາລຽງ 1.5KW, ຍີ່ຫໍ້ໄຕ້ຫວັນ Wanxin |
| 11 | PLC | ຍີ່ຫໍ້ Siemens |
| 12 | Inverter | ຍີ່ຫໍ້ Siemens |
| 13 | ໄຟຟ້າແຮງດັນຕໍ່າ | ຍີ່ຫໍ້ Schneider |
| 14 | ເຊັນເຊີ | ຍີ່ຫໍ້ Omron |
| 15 | ຮູບລັກສະນະ | ສີດ electrostatic ພື້ນຜິວ |
ຟັງຊັນ
ລະບົບການປຸງແຕ່ງທາງລຸ່ມທີ່ມີປະສິດທິພາບສູງສໍາລັບສາຍການຜະລິດກ່ອງກ່ອງທີ່ທັນສະໄຫມ
♦ ໂຫຼດເສັ້ນເກົ່າ
ຄໍາແນະນໍາຂະບວນການ
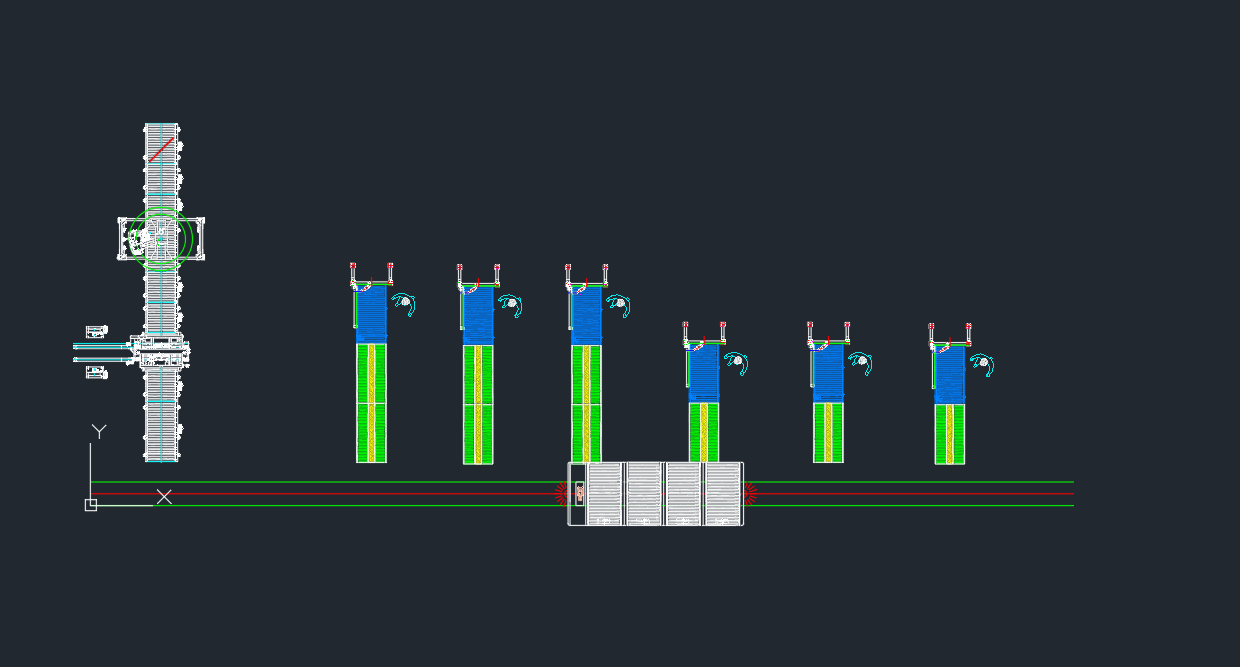
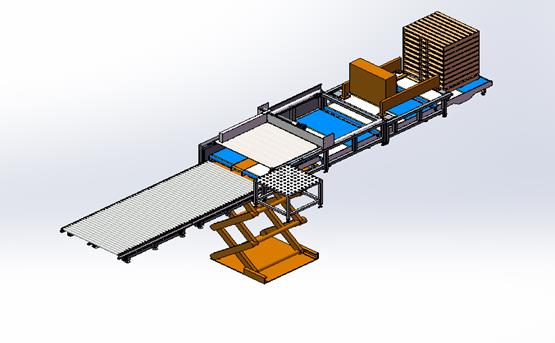
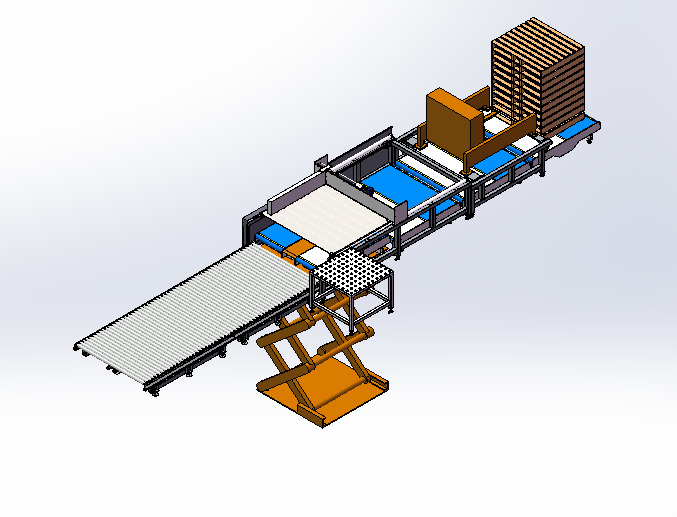
1. ວາງຫນຶ່ງກຸ່ມຂອງ pallets ທັງຫມົດກ່ຽວກັບສາຍພານໂມດູນໂມດູນຂວາທີ່ສຸດ, forklift ເດີນທາງແລະຍົກຈາກຕ່ໍາຫາສູງ pallet ທີສອງຂອງ pallets ທັງຫມົດ, ຍົກ pallet, ແລະອອກຈາກ pallet ເທິງ conveyor ສາຍແອວໂມດູນແລະການຂົນສົ່ງໄປຂ້າງຫນ້າ. ຕໍາແຫນ່ງລິຟ, forklift ຕົກແລະ pallets ທີ່ຍັງເຫຼືອແມ່ນຖືກຈັດໃສ່ໃນ conveyor, ແລະການປັບ forklift ໄດ້.
2. ຂົນສົ່ງ pallet ອື່ນໄປຫາ conveyor ສາຍແອວ modular ຢູ່ທາງຫນ້າຂອງລິຟເປັນ standby.ຫຼັງຈາກ pallet ຖືກ stacked, ມັນໄດ້ຖືກ conveyed ໄປຂ້າງຫນ້າ, ແລະ pallet ຫລັງແມ່ນ conveyed ອັດຕະໂນມັດ.ທໍ່ລໍາລຽງສາຍແອວໂມດູນຂວາສຸດມີຫນ້າທີ່ກວດພົບ.ສືບຕໍ່ເຮັດວຽກຫຼັງຈາກລໍຖ້າ pallet ຕໍ່ໄປຖືກວາງໄວ້.
3. ເອົາກະດາດກະດາດທີ່ຫຸ້ມຫໍ່ດ້ວຍມືແລະຈັດໃສ່ໃນເວທີການຈັດລຽງດ້ວຍມື, ແລະວາງ cardboard ເທິງເວທີລິຟສໍາລັບການ stacking.ຫຼັງຈາກຊັ້ນຂອງ cardboard ຖືກ stacked ດີ, ດ້ວຍຕົນເອງຂັ້ນຕອນສຸດສະຫຼັບຕີນ, ກະດານໄດ້ຖືກດຶງກັບຄືນໄປບ່ອນ, ແລະລິຟໄດ້ຫຼຸດລົງຄວາມສູງຂອງ cardboard stacking ອັດຕະໂນມັດ, ຫຼັງຈາກນັ້ນຂັ້ນຕອນສຸດສະຫຼັບຕີນ, ເວທີແມ່ນຂະຫຍາຍ, ແລະຊັ້ນຕໍ່ໄປ. ຂອງ stacking ແມ່ນດໍາເນີນການ.ຄວາມສູງ stacking ສາມາດຖືກກໍານົດລ່ວງຫນ້າ.ເມື່ອຄວາມສູງຂອງ stacking ຮອດລະດັບຄວາມສູງທີ່ກໍານົດ, ຟຂຶ້ນອັດຕະໂນມັດໃນຕໍາແຫນ່ງອອກຕາມລວງນອນ, ແລະ stacking cardboard ມ້ວນໄປຂ້າງຫນ້າດ້ວຍໄຟຟ້າ.ມັນຍັງສາມາດໄດ້ຮັບການຖ່າຍທອດດ້ວຍຕົນເອງຕາມຄວາມສູງ stacking.


